

在化工、建材、食品等行业中,吨袋投料作为生产流程的关键环节,长期面临粉尘飞扬的痛点。传统人工破包方式不仅效率低下,更会导致粉尘扩散,污染环境、危害工人健康,甚至引发爆炸风险。吨袋破包机的出现,通过技术创新与系统设计,为这一难题提供了高效解决方案。

一、粉尘问题的根源与危害
吨袋投料过程中,物料从吨袋释放到下游设备时,因落差、气流扰动及物料特性(如细度、流动性),易产生大量粉尘。例如,碳酸钙粉粒径细微(2-45μm),人工破包时粉尘浓度可达50mg/m³,远超国家标准。粉尘不仅污染车间空气,还会附着在设备表面,影响生产效率,甚至形成爆炸性混合物,威胁安全生产。

二、吨袋破包机的核心技术解析
1. 全密闭结构:从源头阻断粉尘扩散
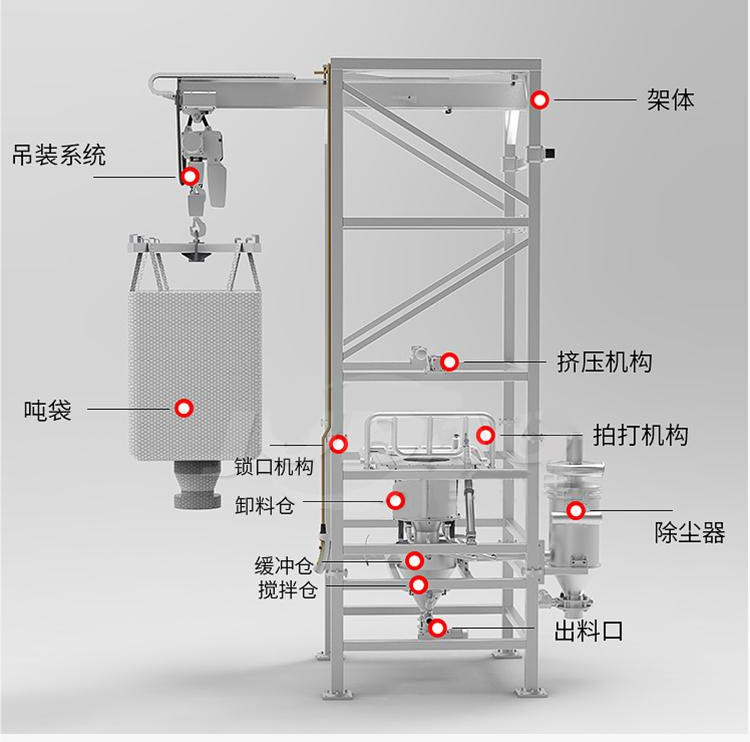
吨袋破包机采用封闭式设计,核心部件包括:
设备支架与吊装系统:通过电动葫芦或行车将吨袋提升至密闭破包舱,确保投料过程完全隔离外界环境。
夹袋装置与过渡料仓:吨袋下料口与设备进料口通过密封夹具紧密连接,物料直接进入缓冲料仓,避免粉尘外溢。
自动破包装置:根据吨袋类型(可回收或不可回收),采用两种破包方式:
人工解袋模式:适用于可回收吨袋,通过密闭舱内人工拆袋,物料在封闭环境中卸料,袋体可重复使用。
自动割刀破包:针对不可回收吨袋,利用十字割刀或螺旋刃组划开袋底,物料靠重力滑落至料仓,残袋通过滚筒筛分离。

2. 多级除尘系统:精准捕捉粉尘
设备集成三级除尘体系,确保排放达标:
前端负压吸附:在破包舱入口设置吸尘口,通过负压风机将粉尘吸入滤管,捕捉1mm以上物料碎片。
中端旋风分离:粉尘进入旋风分离仓,0.5mm颗粒在离心力作用下沉降,减少滤芯负荷。
核心HEPA过滤:末级采用高效空气过滤器(HEPA),净化2.5μm以下微尘,确保排放浓度低于1mg/m³,远低于国家标准的10mg/m³。
3. 智能控制与安全设计
动态风速调节:除尘风速智能控制在3-8m/s,适应不同物料特性,平衡除尘效率与能耗。
防爆与静电消除:动力系统采用防爆电机(如2.2KW防爆交流电机),配静电接地装置,规避粉尘爆炸风险。
安全联动机制:配备光电监测系统,当人机交互距离小于80cm时紧急停机;液压挡板误触发时3秒内切断动力并声光报警。

吨袋破包机通过全密闭结构、多级除尘、智能控制等技术,从根本上解决了吨袋投料过程中的粉尘问题,兼具环保、高效、安全优势。其应用不仅提升了企业生产效率,更推动了行业向清洁化、数字化方向转型。未来,随着技术迭代,吨袋破包机将在更多领域发挥关键作用,成为工业粉尘治理的核心装备。





 24h服务热线: / 15560203220
24h服务热线: / 15560203220  地址:河南省新乡市定国工业园
地址:河南省新乡市定国工业园 
 客服QQ
客服QQ