

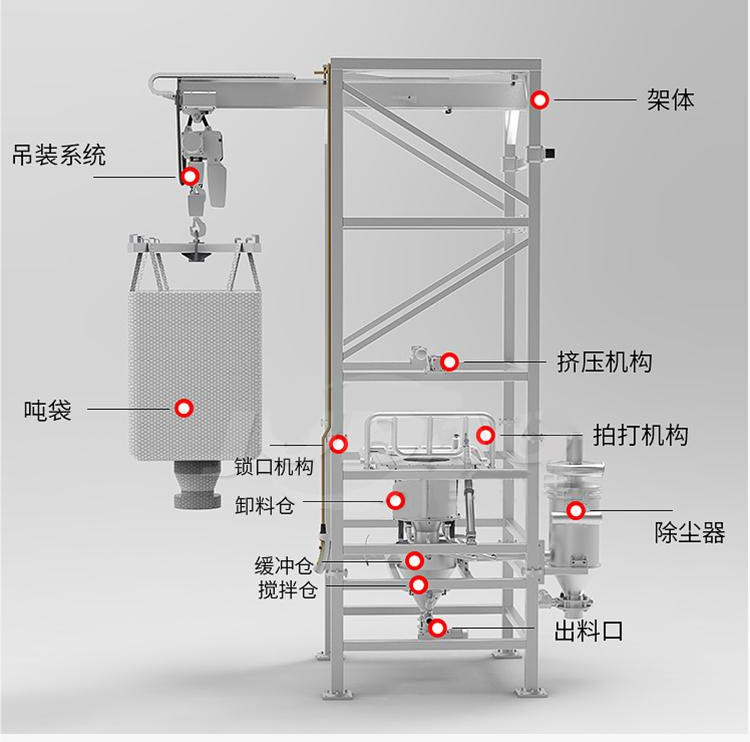
在现代化工业生产中,粉尘污染一直是困扰小袋投料环节的核心难题。传统人工投料方式不仅效率低下,更因物料倾倒时产生的粉尘飞扬,对操作人员健康、设备运行稳定性及环境安全构成严重威胁。而无尘投料站的出现,彻底改变了这一局面。这款专为小袋投料设计的设备,通过封闭式结构与负压除尘技术,实现了物料转移的全程无尘化操作。

无尘投料站的核心优势在于其高效除尘能力。当操作人员将小袋物料倒入投料站时,设备内置的除尘系统立即启动,通过负压吸附原理将逸散粉尘集中收集。这种设计使无尘投料站在处理粉末状、颗粒状物料时,粉尘抑制率可达99%以上。某制药企业实际应用数据显示,引入无尘投料站后,车间空气粉尘浓度从原来的15mg/m³降至0.3mg/m³以下,完全符合GMP标准要求。

在食品加工行业,无尘投料站的应用更具革命性。传统投料方式易造成交叉污染,而无尘投料站采用304不锈钢材质,配合可拆卸清洗结构,确保不同批次物料间的完全隔离。某乳品企业通过部署无尘投料站,将原料更换时间从45分钟缩短至12分钟,同时避免了人工清洁带来的残留风险。这种改变不仅提升了无尘投料站的工作效率,更保障了产品品质的稳定性。

化工行业对无尘投料站的需求同样迫切。在处理易燃易爆物料时,设备配备的防静电装置与惰性气体保护系统,有效杜绝了粉尘爆炸隐患。某精细化工企业统计显示,使用无尘投料站后,设备故障率下降78%,年度维护成本减少40%。这些数据印证了无尘投料站在高危环境中的不可替代性。

无尘投料站的模块化设计使其适配性极强。从5kg到50kg的小袋包装,通过更换不同规格的投料格栅即可实现快速切换。某农药生产企业通过配置三套无尘投料站,成功实现多品种物料的并行处理,生产线柔性显著提升。这种灵活性正是无尘投料站区别于传统设备的核心优势。

在智能化浪潮下,无尘投料站正朝着集成化方向发展。部分先进型号已配备自动破袋系统与称重反馈模块,可实时监测投料量并调整除尘参数。某饲料企业应用的智能型无尘投料站,通过物联网技术将设备运行数据上传至云端,实现了远程故障诊断与预防性维护,设备综合效率(OEE)提升至92%。


无尘投料站的推广应用,不仅解决了粉尘污染的行业痛点,更推动了小袋投料环节的标准化进程。从食品到化工,从制药到新材料,各行业通过部署无尘投料站,正在构建更清洁、更高效、更安全的生产体系。可以预见,随着技术迭代,无尘投料站将在工业4.0时代发挥更加重要的作用,持续引领物料处理领域的革新发展。





 24h服务热线: / 15560203220
24h服务热线: / 15560203220  地址:河南省新乡市定国工业园
地址:河南省新乡市定国工业园 
 客服QQ
客服QQ